
你有没有想过,拧了几十年的螺丝,可能都没!有!拧!紧!生活中大到过山车用的手臂粗的大螺栓,小到指甲钳用的小螺栓,将螺栓拧紧都是重要工序。那么,螺栓怎样才算拧紧了?
拧紧中的扭矩分配
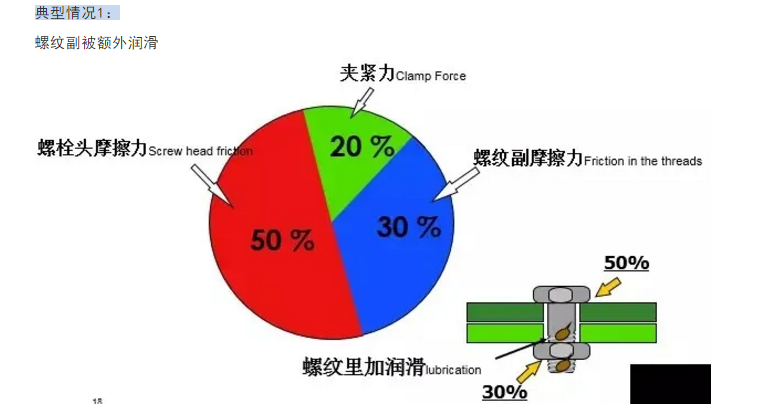
拧紧一颗螺栓,需要施加一定扭矩旋转一定角度后才可以完成,这部分的扭矩+角度所做功最终转为三个部分:
1.螺栓头下摩擦力消耗
2.螺纹副摩擦力消耗
3.产生预紧力
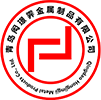
这个也可以根据以下公式得出:
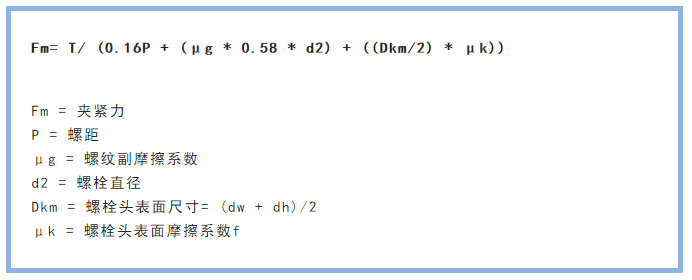
一般而言,这三者的比例在10%,40%以及50%,这部分能量的消耗很容易直观的体会到:10%的夹紧力做功体现在螺栓的被拉伸,40%和50%体现了螺纹副以及螺栓头下拧紧后摩擦力导致的发热。
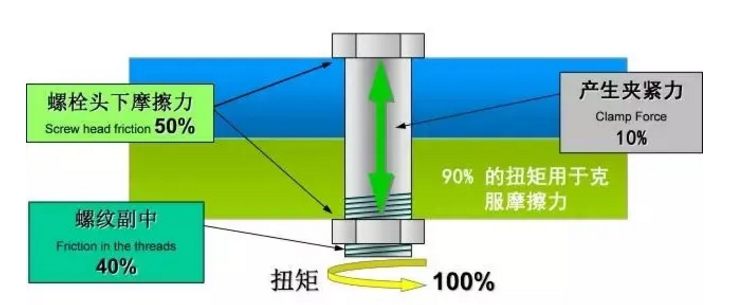
为了便于分析,假设螺栓材料的硬度非常低,像弹簧一样,那么螺栓拧紧后的状态就应该是压缩的弹簧。
螺栓拧紧的控制方法:
1. 扭矩控制法
定义:当拧紧扭矩达到某一设定的控制扭矩时,立即停止拧紧的控制方法。
优点:控制系统简单、直接,易于用扭矩传感器或高精度扭矩扳手来检查拧紧的质量。
缺点:控制精度不高(预紧力误差±25%左右),也不能充分利用材料的潜力。

2. 扭矩-转角控制法
定义:先把螺栓拧到一个不大的扭矩后,再从此点开始,拧一个规定的转角的控制方法。
优点:螺栓轴向预紧力精度较高(±15%),可以获得较大的轴向预紧力,且数值可集中分布在平均值附近。
缺点:控制系统较复杂,要测量扭矩和转角两个参数;且质检部门也不易找出适当的方法对拧紧结果进行检查。
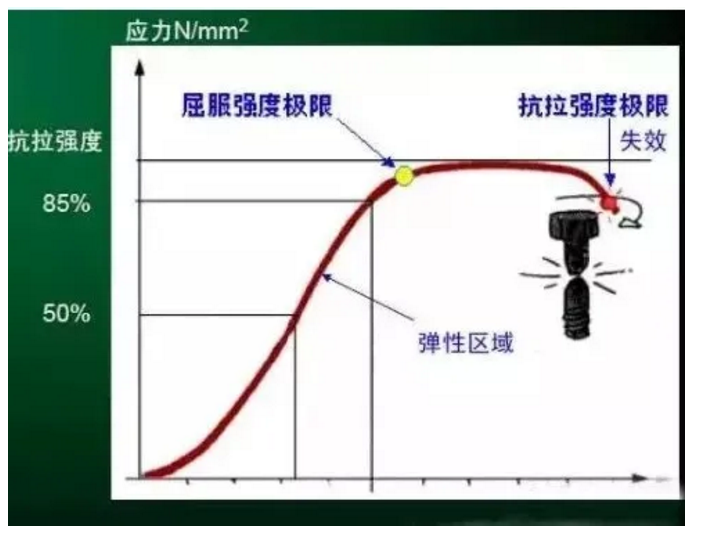
3. 屈服点控制法
定义:把螺栓拧紧到屈服点后,停止拧紧的一种方法。
优点:拧紧精度非常高,预紧力误差可以控制在±8%以内;但其精度主要取决于螺栓本身的屈服强度。
缺点:拧紧过程需要对扭矩和转角曲线的斜率进行动态的、连续的计算和判断,控制系统的实时性、运算速度等都有较高的要求。
此外,螺栓的初始设计是按照如在10%,40%以及50%的比例来分配三者关系的,如果实际的过程中改变了三者的比例关系,会出现扭矩“合格”,夹紧力不合格的情况。
其他改变摩擦系数的常见情况有:
涂层材料改变,涂层厚度变化,螺栓/螺钉公差,与螺帽旋转接触面摩擦系数,工具转速,垫片增加/减少等。
青岛闳璟霁金属制品有限公司
Copyright © 2020 青岛闳璟霁金属制品有限公司 版权所有 鲁ICP备2021039222号-1 技术支持:海诚互联
